Change Language :
How to Install and Test Quality on a Plain Bearing
1.1 igus® uses a pin-gauge test, also called a “go / no-go” test, to make sure bearings are within specifications and will work properly once in service.
While it may seem simple in the scheme of a large project, the manner in which a bearing is installed and quality tested is essential to the success of any mechanical system.
If the installation of the bearing is not done properly or the quality-testing methods fall short, a variety of problems can arise. By following the installation tips outlined below and ensuring the proper quality checks have been performed, your bearings should work well from the point of installation.
Conducting quality checks on the bearings after installation is extremely important and can be done in a number of ways. igus® uses a pin-gauge test, also called a “go / no-go” test, to make sure our bearings are within specifications and will work properly once in service. Keep in mind, all measurement testing should be conducted after the bearing is press-fit into the housing. Prior to press-fitting, the bearing is oversized and may not conform to the listed specifications.

1.2 igus® recommends using an arbor press to press-fit a plain bearing during installation.
First, you want to install the bearings. Here are three important factors for proper bearing installation:
- Use an arbor press to press-fit the bearings. This is the most efficient installation method and extremely important for preserving the integrity of the bearing. For example, if you use a hammer, the installation of the bearing might be uneven.
- Ensure your bearing housing has a chamfer—igus® recommends 25-30 degrees for its bearings—and that it is press-fit with the outside chamfer of the bearing against the housing chamfer (for flange bearings, the sleeve portion will have this).
- Ensure your ID-after-press-fit matches your supplier’s recommended tolerances for the bearing. In the case of an iglide® bearing, the recommended tolerances are based on press-fitting the bearing into a steel housing bore. Other housing materials are acceptable, however, igus® performs its quality tests using a steel housing bore. If you are using an iglide® bearing with a different housing material, the bearing’s ID-after-press-fit may not match up with our catalog specifications.
Now that the bearing has been installed, you want to perform a quality check. igus® conducts a pin-gauge (go / no-go) test after press-fitting the bearing into the smallest specified housing-bore dimension. Specifically, a "go" signifies the pin falling through the bearing under its own weight, while a "no-go" occurs when the pin does not fall through the bearing, or "sticks".
A pin-gauge test is the most accurate quality check because:
- the pin acts like the shaft used in a real-world application; and
- it reveals the inner diameter of the bearing at the smallest points, which is most critical to the application.
When using a plastic bearing, a pin-gauge test works especially well because the peaks and valleys of the bearing are irrelevant as long as the recommended shafts are able to pass through the bearing. Over time, as the bearing’s self-made lubrication fills in the peaks and valleys of the shaft and the bearing, an ideal sliding surface is achieved.
While there are other tests that can be used to quality-check a bearing, problems can arise when applying these methods to plastic bearings. In particular, the use of a caliper should be avoided. Calipers, depending on the level of accuracy, are generally acceptable for only hurried quality checks. However, depending on the amount of pressure applied by the caliper or the location of the measurement, it is possible the numbers will not read correctly. It is a lot more reliable to use a pin-gauge test to avoid unforeseen problems.
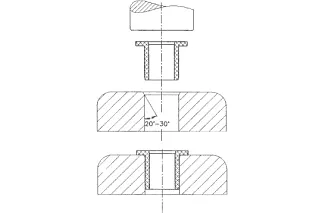
1.3 This image illustrates the press-fit of a plain bearing.
Once the bearings have been installed, they should be ready for operation. However, not every installation goes exactly according to plan. Below are two common post-installation problems with the corresponding solutions recommended by igus®.
Problem:
The bearing is showing signs of material shave-off at installation.
Solution:
Check that the housing has the recommended chamfer of 25-30 degrees. If using a sleeve bearing (which typically has only one end with an outside chamfer), match up the bearing’s outside chamfer with the housing-bore chamfer. If using a flange bearing, the sleeve portion (installed) has the outside chamfer already. In both instances, also check the housing bore to ensure it is not undersized.
Problem:
Once press-fit into the housing bore, the ID after-press-fit is smaller or larger than the recommended tolerances.
Solution:
If this problem arises, the following points need to be assessed:
- Confirm that the housing bore matches the recommended tolerances (generally an H7 housing bore).
- If the housing bore is comprised of a softer metal, like aluminum or plastic rather than steel, it is possible that the bearing is pushing into the housing bore. To compensate, try using a thicker-walled housing.
- Check your shaft tolerances to confirm that your pin gauges determined during the QC process are accurate.
- If the ID of the bearing is undersized, make sure shavings are not coming in-between the bearing & the housing.
I’m interested in your thoughts and experiences with quality testing and bearing installation. Contact me at tmiller@igus.com.
Useful Links and Tools null