Change Language :
iglide® Bushings - Machining, Installation, & Bonding
Machining
iglide® plastic bushings are supplied ready to install. Standard sizes are suitable for most applications, but if the plastic bushing does need machining, the adjacent table shows the standard values.
As far as possible, machining the bearing's sliding surfaces should be avoided, as this usually results in a higher wear rate. iglide® M250 is the exception, as it is highly suitable for secondary machining. With other iglide® plastic bushings, the disadvantages of machining the sliding surface can be counteracted with lubrication during installation.
Guidelines for Machining
| Procedure | Cutting Tool | Feed Rate | Clearance Angle | Rake Angle | Cutting Speed (m/min) |
|---|---|---|---|---|---|
| Turning | HSS | 0.05-0.5 | 2-10° | 0-8° | 100-500 |
| Drilling | HSS | 0.02-0.3 | 3-16° | 5-30° | 20-200 |
| Milling | HSS | 0.02-0.3 | 2-30° | 0-15° | 80-500 |
Installation

Picture 1.21: The mounting is done with a level force.
iglide® plastic bushings are designed to be press-fit, which means they are manufactured oversized as standard. The inner diameter adjusts only after being pressfit into the proper housing bore with the recommended tolerance. The before-pressfit oversized dimension can be up to 2% of the inner diameter, which ensures a proper pressfit. Axial or radial shifts in the housing are also prevented.
The housing bore should be finished in the recommended tolerance and be smooth, flat, and chamfered as far as possible.
Installation should be completed using an arbor press. This is the most efficient installation method and extremely important for preserving the integrity of the bearing. For example, if you use a hammer, the installation of the bearing might be uneven.
Bonding (Adhesion)
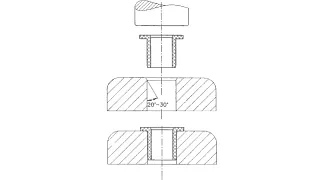
Figure 1.24: Diagram: Press-fit of the bushings
Adhesion
Adhering the bushings is not normally necessary. If the pressfit of the bearing could be lost because of high temperatures, the use of a plastic bushing with high temperature resistance is recommended.
If, however, you plan on securing the bushing using adhesives, testing is necessary. The transfer of successful results from other applications is not possible without additional data.
Additional Technical Information
Contact Us
Questions or product information? Please contact:

Customer Service
Customer Service:
Phone: Monday to Friday from 8 am - 8 pm
LiveChat: 24 hours
Book a Call
Book an Appointment with a Product Expert